El reto operativo
La mayor parte de los proyectos de visión no fallan por falta de cámaras, sino por falta de robustez frente a iluminación, tolerancias, referencias, ritmos de línea, materiales, falsos rechazos, paradas y planificación operativa.
Diseñamos sistemas de visión artificial industrial para detectar defectos, validar montajes, contar piezas, guiar robots y automatizar decisiones de calidad en planta.
Ayudamos a detectar defectos, validar piezas, reducir inspección manual y activar decisiones fiables en planta mediante visión artificial, percepción 2D/3D, guiado robotizado y trazabilidad.
La mayor parte de los proyectos de visión no fallan por falta de cámaras, sino por falta de robustez frente a iluminación, tolerancias, referencias, ritmos de línea, materiales, falsos rechazos, paradas y planificación operativa.
Combinamos planificación y auditoría de la situación actual de la línea, con o sin sistemas de visión ya instalados, para definir una prueba de concepto, validar un piloto y llevar la solución hacia producción con criterios técnicos medibles.
OCR/OCV para trazabilidad y validación de marcado
Clasificación por deep learning y control de calidad en línea
Medición y verificación dimensional de piezas
Pick and place guiado por visión para procesos variables
Inspección térmica NDT para defectos internos o distribución de temperatura
Diseño de arquitectura de captura, iluminación y óptica industrial
Modelos de computer vision para clasificación, detección, segmentación y pose
Integración en edge devices, IPCs y pipelines de inferencia industrial
Validación en planta con métricas de precisión, falsos positivos y estabilidad

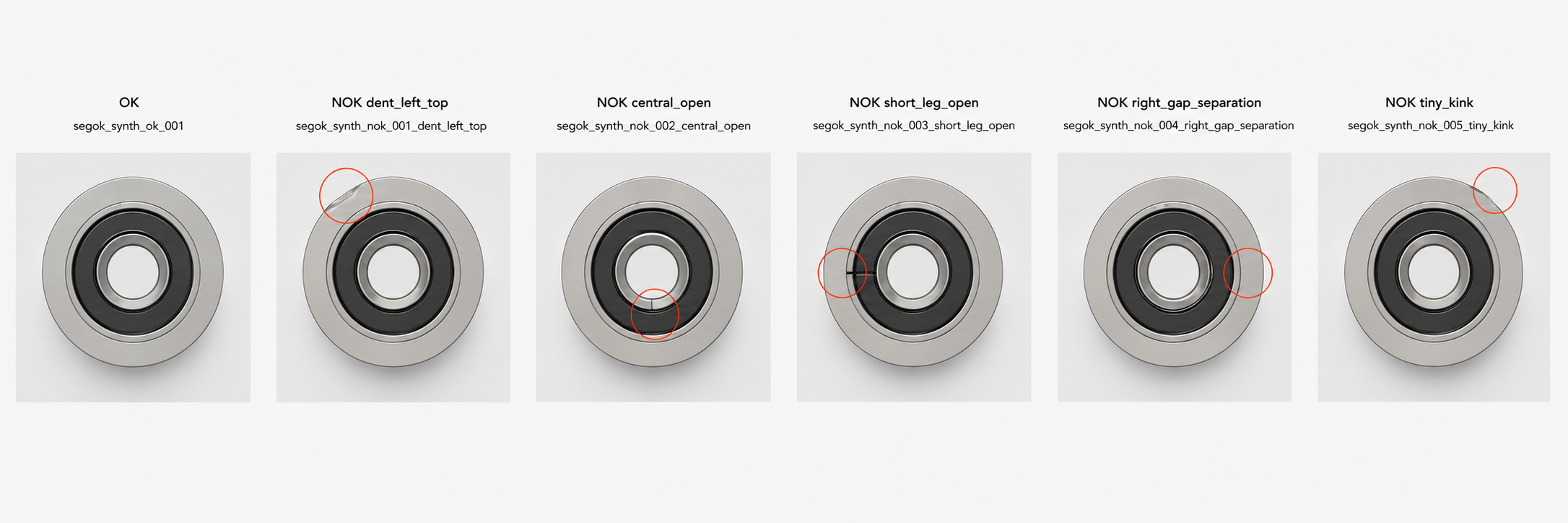
Localizamos fallos visuales en piezas metálicas mediante inferencia en tiempo real, con latencias típicas inferiores a 200 ms según resolución, hardware y proceso. Marcas, rebabas, grietas o deformaciones se detectan automáticamente sin detener la línea, permitiendo descartar o reclasificar piezas defectuosas antes de que continúen en el proceso.
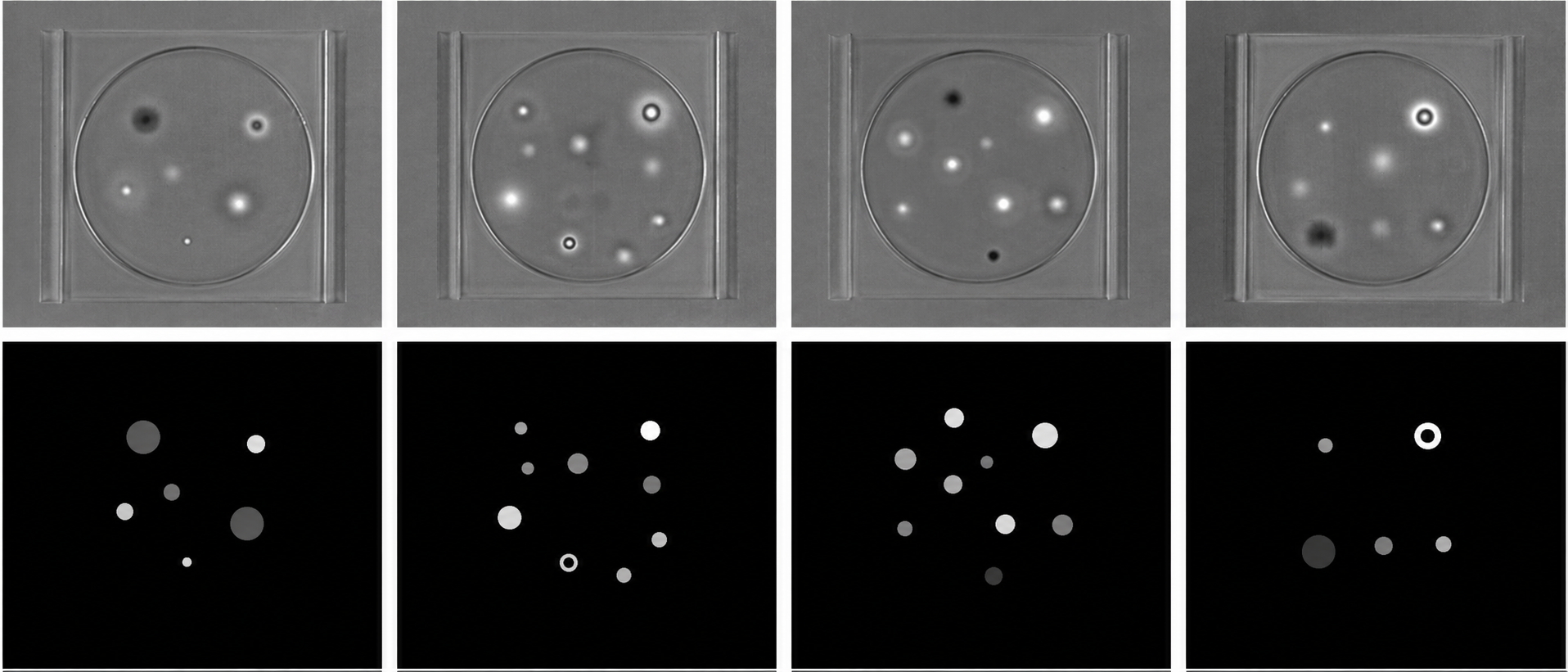
Cuando los datos reales de producción son escasos o costosos de etiquetar, generamos datasets sintéticos con condiciones controladas de iluminación, fondo, oclusión y variabilidad de piezas. Esto acelera el entrenamiento, reduce dependencia de línea parada y mejora la generalización del modelo a escenarios no vistos.
Para aplicaciones donde la inspección superficial no es suficiente, integramos cámaras térmicas que revelan defectos internos, distribución de temperatura, fugas o tensiones estructurales. La fusión de visión visible e infrarroja permite decisiones de calidad que un operario o una cámara estándar no pueden tomar.
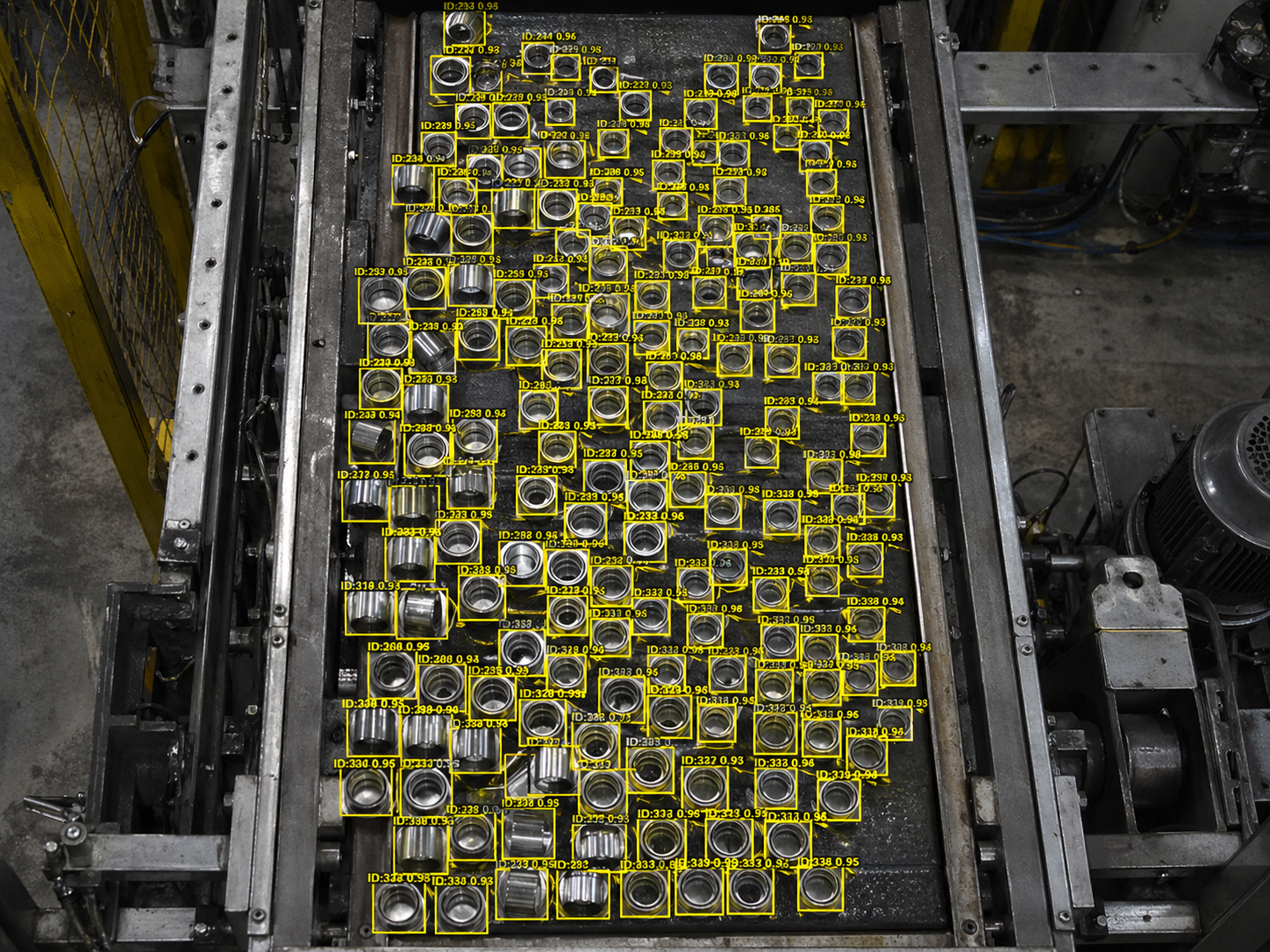
Utilizamos modelos de visión artificial para localizar, identificar y contar componentes metálicos automáticamente sobre cintas o mesas de transporte. Cada pieza se marca con su caja de detección, un identificador único y un porcentaje de confianza, permitiendo saber cuántas piezas hay, si están bien posicionadas, si falta alguna o si hay piezas incorrectas mezcladas. El sistema se integra con el ritmo de producción y puede activar decisiones automáticas o guiar robots de recogida.
Procesos con decisiones visuales repetibles, alta carga manual de inspección, necesidad de trazabilidad, validación de montaje, control dimensional indirecto o guiado robotizado.
Elegimos la arquitectura adecuada para cada caso. En muchos proyectos industriales la robustez sale de combinar visión clásica, reglas de proceso y modelos de aprendizaje donde aportan ventaja real.
El sistema puede ejecutarse en un IPC, edge device o arquitectura industrial equivalente, comunicando resultados al PLC, robot o sistema supervisor para activar rechazos, avisos, trazabilidad o decisiones automáticas. El foco no es solo el modelo, sino la integración completa con cámaras, iluminación, señales de planta y criterios de mantenimiento.
Siguiente paso
Podemos analizar viabilidad, datos, iluminación, edge computing, señales de planta y roadmap hacia percepción integrada en células robotizadas o sistemas autónomos.